1. 개요
콜드 롤링 생산 과정은 일반적으로 원자재 준비, 직렬, 비클링, 롤링, 탈유, 굽기 (열처리), 마무리 등을 포함한다.콜드 롤링은 핫 롤링 제품을 원료로 사용합니다.냉불 제품의 표면이 깨끗하다는 것을 보장하기 위해 냉불 전에 광소를 제거해야합니다.
메인 드라이브와 보조 드라이브 주파수 변환기의 공급자로서 큰 금속 롤링 기업의 전체 라인,우리는 제품 배달에서 두 생산 라인의 정시 운영과 연속적이고 안정적인 생산을 실현하기 위해 기업과 완전히 협력했습니다., 설치 및 디버깅, 생산 보증 및 기술 교육.

2. 주파수 변환 드라이브 스키마
2부리 철강 생산 라인의 주 및 보조 드라이브 모터는 HD2000 시리즈 엔지니어링 주파수 변환기로 구동됩니다.그리고 드라이브 주파수 변환기의 자동화 제어 시스템과 통신 버스 현재 주류 ProfiNet 기술을 채택.
이 프로젝트의 북부 노선의 주력 동력은 16개의 1200kW-2000kW의 주 롤링 밀과 3개의 비행 셰어를 포함합니다.남쪽 노선의 주력선에는 1800kW-1500kW의 19개의 주 롤링 밀과 3개의 비행 톱니가 있습니다., 또한 200 개 이상의 세트 직렬기 및 보조 드라이브와 같은 주파수 변환 캐비닛, 총 주파수 변환기 용량이 228MW입니다.
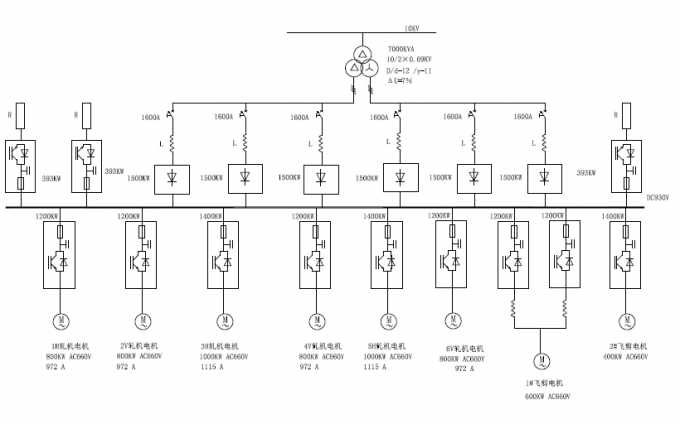
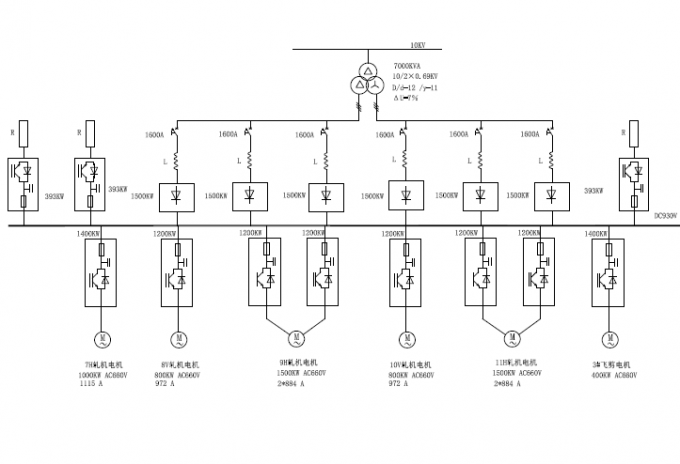
특히 HD2000 시리즈 엔지니어링 기본 직렬 장치 (BRU) + 브레이크 장치 + 모터 드라이브 장치 (MDU) + 코드 디스크 모듈이 사용됩니다.
인버터 유닛은 업계에서 가장 큰 공기 냉각 1.2MW 및 1.4MW 모터 드라이브 유닛에 의해 직접 구동됩니다.그리고 각 모터 (또는 단일 윙링) 는 여러 단위를 병렬로 사용하지 않고 드라이브 필요를 충족 할 수 있습니다..
인버터는 캐비닛 구성 스키마를 채택하고, 입력은 입력 원자로로 구성되며, 출력은 출력 원자로로 구성되지 않습니다.
시스템의 단일 라인 다이어그램은 다음과 같습니다 (많은 숫자, 모두 나열되지 않습니다):